Clayton Camp, President
Years with Organization: 31. Joined as store manager at Buttonwillow location after initially working in the family’s farming operation.
Role: “The most important thing is to represent the customers, employees and the owners, and doing what’s best for all on a daily basis. If you can explain something simply in a way that makes sense for the best interests of all three, you have a chance of success. If I can’t explain it in plain terms, maybe it’s not a good position.”
Exclusive videos with Clayton Camp
Clayton Camp didn't plan on leading a multi-store dealership group. As a crop science major at Cal-Poly, he expected to spend his career on the family farm.
But when cotton prices tanked, the family gave up some leased ground that was no longer profitable, changing management needs. Clayton, who was in his mid-20s at the time, was given a choice by his father, Don, who owned the local John Deere dealership. A store manager was leaving its Buttonwillow store, and Clayton was asked if he wanted to consider a move off the farm and into the dealership.
He’d been around the dealership a lot, but the idea of working in it was a new one. “It was a baptism by fire,” he recalls.
Interestingly, the same crop pattern changes that spurred him to consider other options also brought new opportunities to the dealership over the following decades. He’s navigated the business through a lot of changes in the California farm economy, the industry and the structure of the family’s companies.
After organizational changes that would allow it to scale-up for the next generation, the dealership expanded with new store locations in the Northwest after acquiring the former Hollingsworth stores.
Organizing Around the Customer
Unlike many older-generation entrepreneurs, Clayton’s father did not fear relinquishing responsibility. So it was not uncomfortable to make the initial step toward utilizing an outside board in 2005. “We recognized that sometimes we could get caught up in the weeds, and there are better ways to manage. So we got outside help on those thought paths.”
In 2007, the Camps and their board concluded that brother Don should oversee Western Power Products (distributor of industrial engines) and Clayton the farm equipment dealerships, and that both needed to pursue growth. At that time, Kern Machinery changed from a store manager-type organizational chart to one that included a centralized general sales manager, aftermarket manager and Clayton serving as GM. “For a while, I was also the general sales manager, but it didn’t take long to see I wasn’t enough help; that I wasn’t spending enough time at it.” Larry Sitzman was soon named to that role.
In 2007, Kern Machinery removed the position of store manager and instead created a new position of aftermarket manager (Charlie Moe) to whom the parts and service managers report. The sales managers at each store report to a general sales manager (Larry Sitzman). This video is part of the Dealership Minds Video Series, brought to you by Charter Software.
There were adjustments to be made for Clayton. He’d been able to be very hands-on up until that point, able to hit the store every day if he wanted to. But the Camps knew that growth would require a different playbook, and that people development would be key. “As you encourage and empower good people, you find you’re more willing to turn it over to them,” says Clayton.
“The top down thing worked 30 years ago, but not anymore. One person can’t maintain all of what’s necessary, and even if you could, the rest of the crew doesn’t want that.”
He says the structure change helped the company to get better and more efficient in what matters most to the customer — quicker service and the right parts inventory. And in the process, the structure struck down silos between stores and departments that unknowingly create friction in serving the customer.
An example, he says is how parts managers ordered inventory and were fully responsible for it. “Today, if one store needs it, one of the others will give it up. That didn’t always happen in the old system when there wasn’t a management layer above.”
Meanwhile, Charlie Moe, aftermarket manager, oversees the trading when one shop is long on work and another is short — with the customer’s approval. “Shop work can have a tendency to be a black hole,” says Camp. “It can go in but not come out as fast because there’s always a bigger job that can be done.
“We can’t let a customer leave the building upset ... You won’t get in trouble here for spending money to satisfy a customer, but you will if you don’t take action…”
Improving work processes and accountabilities were important because of the intense focus being placed on the customer and exceeding expectations to keep them. “Even if you’re told a 2-week turnaround is OK, the reality is that the customer really wants it back sooner,” says Camp. “So we get on it, get it out and back to him. Delays are not OK. Service managers still need to balance the load, but we do our darnedest to get it out as soon as we can.” That’s how expectations are exceeded, and Camp says they’re doing it better now.
Field service was another place where paradigm shift was needed. “We’ve driven ourselves on field service to be there the same day. You can’t say you’ll be there in the next 3 days anymore. We need to be there in 24 hours or less, and we’re able to honor that almost all the time. Field service is dispatched out of Bakersfield for customers in the Bakersfield and Buttonwillow stores, while the Delano operation dispatches its own field service vehicles.
|
|
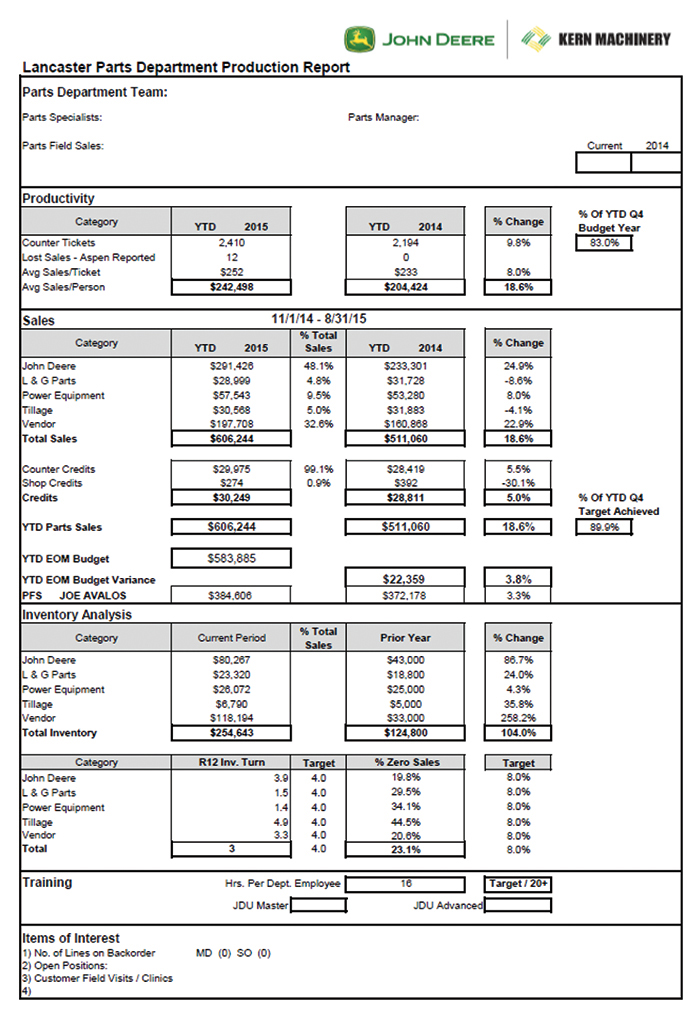
Kern Machinery management meets to review the departmental performance reports bi-weekly and asks questions of each other to make sure the business remains on track. |
The biggest challenge with the change was the store service manager who’s always been tasked with keeping his people from running out of work. “We’re still holding them accountable to keep their men busy, but if we pull work from them to balance a load, it isn’t to their detriment.”
The teamwork was solidified via communication and the acknowledgement that these changes were about the customer. And the creation of an enterprise-wide incentives for managers. “You can modify behavior that way,” he says, noting that the individual type management incentives were replaced with enterprise-wide programs and results were almost immediate.
The change also greatly reduced the internal chaos and fire-fighting.
“We want to be on a thought path of ‘slow down, let’s talk about this,’ and get our people to realize that we’re going to make decisions but in a calculated manner. The squeaky wheel can’t get the grease all the time.”
For example, there might be a salesman demanding a tractor be delivered today and creating chaos in the shop because of a lack of plan. “They’ve got to get in line. There are occasions where we’ll move the mountain for the customer, but we need to lessen urgent demands so we can propel the business forward. Through management structure, we’re planning and aiming for longer-term views to lessen the impact of chaos.” This video is part of the Dealership Minds Video Series, brought to you by Charter Software.
Empowering ... Take Action
Camp says the dealer business has no secret sauce; rather, it’s about incremental progress. And to him that’s about hiring the right people (“good people who care,” he says) and then empowering them to make decisions. Part of that, he’s learned, is asking people for their help instead of telling them what to do.
Twice-monthly management meetings at each location of Kern Machinery minimize the chaos of the day-to-day operations of the dealership. Camp explains how those management meetings work and how they help ensure successful communication between the management team, staff and customers. This video is part of the Dealership Minds Video Series, brought to you by Charter Software.
Camp and his team are constantly drilling into the organization and reinforcing that it’s the customer who pays their wages. “The customer is watching us all the time, and they’ll go somewhere else if we don’t treat them correctly.
“We can’t let a customer leave the building upset. Our people know right and wrong and they won’t give away the ship without good reason. You won’t get in trouble here for spending money to satisfy a customer, but you will if you don’t take action,” he says. “I’m not sure if we’re different than other dealers in that way, but anyone on the management team can make a decision without me. They don’t need me to make it.”
That empowerment, and the follow-up that accompanies it, takes place in the management meetings.
Inside Kern Management Meetings
Clayton’s dad never held an office in any of the stores (it was at the home farm), but he called weekly management meetings at every store every week. While Clayton’s office is in the dealership, the spirit of the formalized professional meeting agenda is still employed today.
The meetings consist of going through a templated document that each of their department managers must fill in with the numbers — and explain and defend the numbers. Camp says that the site results are compared in a positive way, not to embarrass or discourage.
Camp and the management team subscribe to a leadership philosophy based on expecting results from employees and inspecting them. By "inspect," Camp means you need to be prepared to measure performance. This video is part of the Dealership Minds Video Series, brought to you by Charter Software.
He and his management team believe that “you get what you inspect, not what you expect.” That means lot of questions and digging into records, expenses and asking lots of questions — to and from everyone in the room. “You can’t have thin skin in this business because we always need to be asking each other questions why. Service and parts need to be able to ask questions of each other without upsetting each other.”
If they run the meetings correctly and talk issues out, Camp says they’ll generally leave the room on the same page with what the company’s thinking and also feeling empowered. Communications aren’t perfect, of course, but not for a lack of trying.
“We haven’t arrived; we’re never as good as we need to be. If we get complacent, somebody will pass us. We need to continue to push.”
Camp says future growth will put stress on the system. But he believes they’ll be able to do it as long as the management meetings continue and they become more inclusive with the next-generation of younger managers, who want to contribute in a valuable way. “You have to ask, include them and listen to them, and use their ideas,” he says of his observations of the next-generation coming in.
Lasting Impressions on Inventory Were Made Early
In President Clayton Camp’s early days at Kern Machinery in the 1980s, he experienced a real inventory problem (namely in cotton pickers and glut of rental tractors) that he says ended up being good training. He recalls that they worked through it by renting pickers and extending really good deals to their most valuable customers.
“My father told me two things get you in trouble, and to take care of both: first was overvaluing your used and second was monitoring accounts receivable. Remember, he didn’t work at the store. He saw things from a management perspective on inventory and the dangers of being too aggressive in trades or trying to buy the business. We will occasionally buy the business, but we can’t do it regularly. We earn it, we do it through value. Establish a relationship, which sometimes takes years and then show the value.
“We’re in a relational business, not in a transactional business. We’ve gotten sales where maybe we didn’t really earn the business, it was given to us. But we’ve got to still earn it because the next time around you may not get it and we want it every time.”
That experience left him with the feeling that when it comes to inventory, he’d rather be looking for it than looking at it. While he says the dealership may miss some sales by not having units on hand, he’s leveraged their rental fleet for under-inventoried units as a balancer, which can result in sales.
He also adds that keeping good relationships with your neighboring dealers will present options when you need it. Kern has had to use auctions on the construction business years ago, but Camp says he’d rather give a customer a really good deal than go to auction.
“If it goes out of our territory during an auction, we won’t get any of that parts or service on the machine. I’d rather sell it in our territory cheaper than we want but knowing we’ll get some of that aftermarket business later.”
Excelling at the Numbers
Ever humble, you’ll never hear Camp doing anything close to chest-beating, but he did say that Kern’s leadership team is tuned into the numbers. “I won’t say we’ve arrived at all, but on analysis skills, on stocking, on customer service, on treatment of employees, we’re good. We have a lot of fun picking apart our parts metrics because there’s so much room for improvement when you examine lost sales, first-pass fill, no-sale inventory.”
With wholegoods no longer sharing common parts like they once did, he says it’s increasingly challenging to stock the correct parts. “So we’ve increased our breadth and decreased the depth through analysis. We tell our guys to listen to their numbers. We try to take the emotion out of it, which can be foreign concept to a parts manager. We’re going to stock parts, but there’s no reason to stock the wrong parts. This doesn’t necessarily save any money; but we’re going to spend it on the right inventory.” That’s a goal that’s never met, but Camp is OK with it as long as his team is analyzing and working toward it.
He adds that market share numbers are good, because the John Deere tractor fits their customer base so well. “We’re fortunate in that our guys use these tractors 1,000-2,000 hours a year, so we can gear our business around that Deere product that shines in hydraulic capacity and high usage. The Deere tractor fits this model very well in this high-use area.”
More Dealership Minds Profiles February 2016 Issue Contents
Exclusive Videos with Clayton Camp
|
|
Insights on Customer Needs Come From Background in Agriculture |
|
|
Busting Silos: Changes in Organizational Structure |
|
|
Designing Management Meetings to Minimize Chaos |
|
|
Two Things That'll Get You in Trouble as a Farm Equipment Dealer |
|
|
Empowering Employees: Expecting Results and Inspecting Them |
|
|
High-Use Customer Demands More of Dealer |
|
|
Equipment to Serve a Diverse Customer Base |
|
|
Optimizing the Labor Force on the Equipment with Service Advisor Remote |